时间:2014-05-16 09:27:48
作者:世邦机器
浆液固体浓度及固体停留时间:在一个设计优良的电厂脱硫工艺流程中,石膏会不断地在循环浆液中的晶种颗粒表面上生成。而且,还需要维持足够的晶种和反应时间以确保浆液不会过饱和,更有效的地避免在吸收塔内的装置表面上产生沉积。
浆液中包含的固体晶种数量,通常用浆液固体浓度或浆液密度表示。在石灰浆液系统中,一般要求至少1.5%~2.0%(质量百分比)的晶种存在。但对于石灰石系统,通常要高达15%~20%(质量百分比)的浆液密度。通常情况下,采用排浆的形式排走一部分浆液去脱水或抛弃,以此来控制反应罐中的浆液密度。
反应罐中的固形物停留时间的长短,通常用固休停留时间来表示。固体停留时间等于反应罐中的固形物总量除于固形物的产生速度,也等于反应罐容积除以排向脱水系统的平均排浆速度。在石灰石/石灰湿法FGD系统中,固体停留时间一般在12~24h。时间过长,会对固形物的物性、脱水和处理带来一些负面影响,究其原因,这是由于循环浆液泵和脱硫磨粉机搅拌器的剪切力作用,会使石膏晶体被磨损和打碎。
-END-



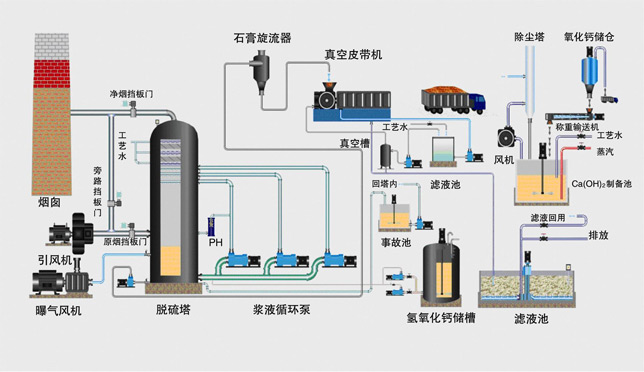
浆液池的作用就使为石灰石的溶解和固态反应产物(亚硫酸盐/硫酸盐)的析出提供反映时间和主要的反应场所。

较电厂脱硫系统化角可以在保持理想的雾化覆盖范围时,采用较少的喷嘴数量。通常,理想雾化角由FGD系统供应商按实际运行经验来确定。

如果在电厂现场或在一个经济运输距离内,缺少可用于处理副产品固体废弃物的场地,为了尽可能减少由于处理固体废弃物而带来的其他环保问题,电厂用户通常愿意选择一个可以生产商业石膏的电厂脱硫系统,电厂脱硫工艺中。

实际工程中,只用pH值反馈控制的非常普遍,实践证明也比较合理。

在电厂脱硫系统,电厂脱硫工艺中浆液泵把原动机传递给它的机械能转换成所抽送浆液的有效能量的过程中,伴有损失,这些损失的大小用效率来表示。









