时间:2014-06-18 10:08:23
作者:世邦机器
回水的循环利用
选矿厂废水(包括厂内循环水和尾矿库回水)的利用对减少环境污染、保护生态平衡具有重要作用,也是节约选矿厂新水用量的根本措施。工业发达国家都很重视工业废水的重复利用,不断提高工业废水的复用率。目前国外常用沉淀、氧化及电渗析、离子交换、活性炭吸附、浮选等方法处理选矿厂废水,处理后废水循环回用率可保证在95%以上,从而实现选矿废水的“零排放”。而国内常用自然降解、混凝沉淀、中和、吸附、氧化分解等方法处理选矿废水,废水回用率相对较低,资源化利用程度不高,只有为数不多的几家选矿厂的回用率可达到95%以上。
国外对选矿废水净化与资源化利用的报道相对较多。日本采用离子(泡沫)浮选法处理重金属废水,然后再将其回用到选矿工艺流程中。方法就是在废水中加入与重金属离子符号相反的捕收剂(界面活性剂),使之成为具有可溶性的络合物,或不溶性的沉淀物附着于气泡上,作为泡沫或浮渣而回收。在铁矿加工中铁矿石破碎是非常重要的一步。采用该法处理含镉废水时,将戊基黄原酸钾溶液与MIBC起泡剂在搅拌槽中混合后加入浮选机中,形成的泡沫与选矿厂的铜泡沫一起过滤脱水,其溢流水中含镉0.01~0.05 mg/L、铜0.4~0.8 mg/L,锌4-6 mg/L,可以和一般废水混合在一起后沉淀回用。苏联稀有金属矿矿石选矿时,常使用UM250(一种羟胺酸)和氨化硝基石蜡作捕收剂,一般使用活性炭处理去除浮选药剂,用量为200 mg/L,对废水作相应处理并调整药剂用量后,便可有效地作为选矿厂循环水使用。
国内这方面的研究成果较为典型的如混凝斜管沉淀法。来自车间的废水,首先通过沉砂池进行固液分离,沉砂池沉砂通过卸砂阀门和溜槽排入尾矿砂常沉砂池溢流出的上清液,通过投药混合后进入反应器充分混凝反应,然后流入斜管沉淀器,使细粒悬浮物、有害物进一步去除,斜管沉淀器的沉泥,通过阀门排至尾部。

-END-


在选矿厂投产之初,运行了不到1年就停止了。主要原因是电力紧张,农民争水种植。到了2005年,尾矿库水位上升到58 m标高时,澄清水能自流到选矿厂。由长沙冶金设计研究院设计了回水方案,工程于2005年底实施,2006年回水正式被利用。

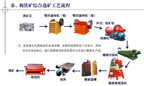
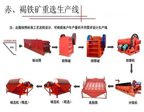
选矿厂细碎产品由细碎矿仓经摆式给矿机给入平皮带,经一段CYT一800 mm×1200 mm型永磁筒式干式磁选机(磁场强度143 kA/m)预选后,一段预选精矿给入一段球磨机

永磁磁系以及给矿和排料装置组成。每台磁选机的介质环较多可达25个,每个磁介质环分为若干分选室,磁介质为编织的金属网,堆叠成磁介质堆积网,嵌入环的每个分选室内,仅靠摩擦力固定。

此外,还有少量含褐铁矿或粘土的变种以及含角闪石的变种的铁矿石,前者分布于地表,后者则分布于深部。
确定在Na2CO,1.1kg/t干尾弱尾、水玻璃1.6 kg/t干尾弱尾、氧化石蜡皂0.9 kg/t干尾弱尾、SH 2.6KECT干尾弱尾、石油磺酸钠1.5 kg/t干尾弱尾的药剂用量下,选别效果理想。选别指标:正浮选铁精矿产率20.18%、铁品位62.03%、回收率53.57%。

粗粒和中粒两个分级室所有排料阀门的开启关闭和排料速度均通过矿浆密度在线测量来控制和调节。








