此次该能源公司为山东省知名的煤炭高效清洁利用研发基地,自主研发的微煤雾化技术能够极大地促进煤炭的转型升级,其中微煤就是通过磨粉机加工成细度满足要求的煤粉颗粒,通过微煤雾化技术使燃料与空气充分混合雾化并形成旋转涡流后,进入工业锅炉炉内悬浮燃烧,经过热力系统、测控系统、尾气净化系统实现高效燃烧,排放达到天然气排放水平。此次从世邦集团购买4台MTW215欧版磨(二期)及配套设备用于煤粉生产,不仅可以提高投入产出比,还能够大大缓解烟尘、二氧化硫、氮氧化物的排放。
据煤炭协会报告显示,逾七成煤炭企业出现亏损,行业形势严峻。煤炭行业的转型已经迫在眉睫。因此,在实行煤炭消费总量控制的前提下,如何提高传统煤企的经济效益、如何高效清洁地利用煤炭资源、如何降低煤炭对环境的污染成为众多企业探讨的问题。
日前,据中国煤炭工业协会发布的报告,逾七成煤炭企业出现亏损,经营困难,行业形势严峻。与此同时,国家也在政策层面积极推进煤炭的市场化改革和结构调整,在理顺供求关系的大前提下,煤炭行业的转型已经迫在眉睫。
国家政策支持国家能源局近期发布《煤炭清洁高效利用行动计划(2015-2020年)》明确了七方面重点任务,其中明确要求,部分地区到2020年高效锅炉达50%以上。党的十八届五中全会提出,推动煤炭等化石能源清洁高效利用。由此可见,高效环保煤粉锅炉是国家推广的重点节能技术项目。
地方政府扶持山东以财政政策促转型对重点P P P项目前期费用给予补贴;同时山东省制定高效环保煤粉锅炉推广行动计划(2016-2018年)的通知:高效环保煤粉锅炉主要应用于供汽、供热等方面,重点抓好“五个一工程”,加快高效环保煤粉锅炉推广应用。
环境的压力传统的工业锅炉使用块煤作为燃料,烟尘及污染性气体排放量较大,而使用煤粉作为燃料,烟尘≤30mg/m3,二氧化硫≤100mg/m3 ,氮氧化物≤200mg/m3,低于国家排放标准,满足当地严格的环保要求。
煤粉燃烧本身的经济环境效益传统燃煤锅炉改造为煤粉锅炉后,煤粉燃尽率高于98%,锅炉运行热效率高于90%,比传统锅炉节能30%以上,综合运营成本降幅可达20-30%;与天然气锅炉相比,煤粉锅炉单位热值的燃料采购成本仅为天然气锅炉的三分之一左右。
客户地址:山东
使用设备:4台MTW215欧版磨(二期)、配套给料、制粉、除尘、集粉、输送、储存、氮气保护装置等
加工物料:煤
成 品:煤粉
进料粒度:<50mm
成品粒度:200目 通筛80%
产 能:年产100万吨煤粉项目,二期

MTW欧版磨4台(二期)
MTW系列欧版磨粉机成套系统,是具有世界先进水平的新一代磨粉设备。该设备采用锥齿轮整体传动、内部稀油润滑系统、油温在线测量等多项世界先进技术,拥有多项自主技术产权,具有占地面积小、综合投资少、运行成本低、高效、环保等众多优点。
系统组成:原料仓、称重式给煤机、MTW欧版磨粉机、集粉器(煤磨防爆除尘器)、风机、除铁器、烘干系统、输送系统等等。
煤粉制备系统辅助设备

空气经压缩机压缩之后经过高效除油器除去大部分油、水、尘埃后,进入冷冻式压缩空气干燥机,除去大量的水分,再经粉尘精滤器除去粉尘,再进入储气罐缓冲后进入填装吸附剂的变压吸附氧氮分离系统,即制氮机组。洁净的压缩空气由吸附塔底端进入,气流经空气扩散器扩散以后,均匀进入吸附塔,进行氧氮吸附分离后从出口端流出氮气,进入氮气缓冲罐。

当保护区内温度超过预设报警温度时,报警信号传送至报警主机,报警主机发出指令警铃开始报警,一氧化碳浓度报警信号也通过信号线接至火灾报警主机,当一氧化碳浓度也超过预设报警浓度时,报警主机发出指令声光报警器开始报警,随后报警主机开始30秒延时倒数,倒数至0时,报警主机发出信号至二氧化碳灭火系统氮气启动瓶组打开对应电磁阀,氮气启动二氧化碳灭火系统对报警区域灭火。系统有自动、手动、机械应急手动和紧急启动/停止四种控制方式。
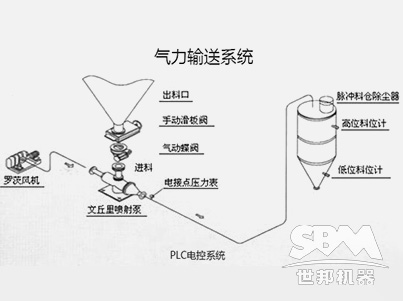
气力输送系统主要将煤粉送入成品储存罐,可实现长距离输送。

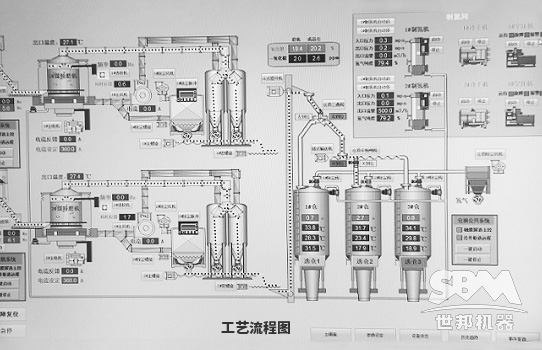
中控系统以工业计算机作为整个系统的核心单元,通过多种通讯技术来读取PLC或ECS,采集现场设备的状态,根据现场设备的状态,由计算机发出指令来控制现场的设备,由此实现设备的远程操控、设备信息的记录分析、打印机打印出设备的运行报告等功能。
MTW欧版磨具有专为磨粉机研发设计的专家智能控制系统,采用ESC智能控制,在实现集中控制的同时,亦可实现远程监控,通过手机、Ipad等移动终端设备,即可查看生产线的运行情况。
原煤仓内的原煤经定量皮带给料机进入刮板输送机,通过刮板输送机送入烘干机内进行烘干,烘干后的原煤经密闭刮板输送机输送至封闭式储存仓,通过运输车等转运至制粉系统原料储存仓,通过称重式给煤机喂入MTW215欧版磨粉机内部,研磨后的粉体经选粉机分级后,沿管道进入集粉器(余气采用脉冲除尘器收集),收集的成品煤粉经螺旋输送系统进入煤粉提升机,提至成品煤粉仓进行储存,根据需要由罐车进行运输。整套系统增加制氮系统和二氧化碳系统,提供防爆和灭火防护,关键部件安装有防爆阀,防止设备损坏。
为了非常大限度的节省工期,降低客户的投资,本次煤粉制备项目采用项目总包服务。项目总包服务是世邦集团专门针对客户投产便捷性的要求,而设计的“交钥匙”服务项目。该服务贯穿现场地形环境勘测考察、生产线工艺设计、原料检测试验、成品要求分析、客户投资成本预算、设备安装及调试等各个环节;可避免客户方因建材准备、人力不足等特殊因素造成项目操作中断而延缓投产时间。项目总包服务,使客户投产便捷性非常大化,满足客户投产时间紧急的需求,赢得山东客户高度好评。
操作便捷为了提高煤粉生产线的简单易操作性能,该生产线采用独特的烘干磨粉两步法操作。两步法煤粉制备系统是指烘干与制粉分离的解决方案,磨腔温度相对较低,是MTW欧版磨特有的煤粉制备工艺,该工艺系统相对简单且容易控制,同时可以大大提高生产线的安全性能。
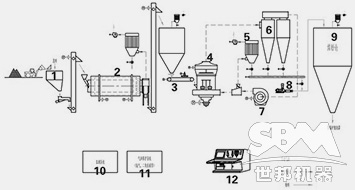
系统组成:1.原煤仓 2.烘干机 3.称重式给煤机 4.MTW欧版磨煤机 5.脉冲除尘器 6.集粉器 7.风机 8.成品煤仓 9.煤粉仓 10.监测系统 11.防爆系统 12.中控系统
投资少MTW欧版磨采用锥齿轮整体传动、内部稀油润滑系统、油温在线测量等多项世界先进技术,拥有多项自主技术产权,整个系统具有占地面积小、综合投资少、运行成本低、高效、环保等众多优点。
安全环保性能高为了确保煤粉制备过程中的防火防爆安全性能,生产线配备了氮气系统、二氧化碳灭火系统,非常大限度的确保设备运行中的安全平稳。
同时,采取有效措施严格控制排放废气的含尘浓度在国家规定范围内,生产线采用了先进技术生产的脉冲除尘器,非常大限度地降低生产线对周围环境的影响

项目总包服务
烘干磨粉两步法

脉冲除尘器
微煤雾化技术改造传统燃煤锅炉,可将燃烧效率提高到98%,热效率提高到90%以上,吨蒸汽由5.5吨提高到9吨以上,与传统燃煤锅炉相比较,节煤30%以上,节电20%、节水10%、节地60%、节约人力50%,生产的煤粉销售额达到8亿,利税达到1亿。
该生产线生产的煤粉通过微煤雾化技术供给工业锅炉燃烧,打破了传统的块煤燃烧状况,属于煤炭高效清洁利用的典范,促进了煤炭转型升级,对于煤企顺利度过严冬具有启示意义。
大气污染排放指标达到天然气锅炉的排放标准,实现了不见尘、不见煤、不见渣、不见烟。
由于此次煤粉生产线规模较大,对煤粉的品质要求比较高,因此我们在选择厂家的时候非常慎重,经过长时间多方面的考察最终选定的世邦集团的设备,从现场考察到安装调试,我们都获得了专业的解决方案与服务,购买的4台(二期)磨粉设备运行良好,产量也超过了设计产能。



















 在线咨询
在线咨询