导读
目前我国燃煤工业锅炉已成为仅次于燃煤发电的第二大煤烟型污染源,也是PM2.5、PM10的主要来源之一。在可预见的未来,我国以煤炭为主的能源消费结构还难以发生根本性改变。因此,如何在实行煤炭消费总量控制的前提下,高效、清洁地利用煤炭资源,是有效改善大气污染状况的关键所在。而煤粉锅炉经过将煤炭“细化“成煤粉 ,无论是从自身的特点还是国家政策的支持,都将成为未来动力设备的典型代表。上海世邦是集研发、生产、安装、服务为一体的高新技术企业,可以提供高效煤粉制备生产线设备总包、交钥匙工程总包(EPC)等服务,包含:工程项目的设计、设备采购与制造、施工、试运行服务等工作,并对承包工程的质量、安全、工期、造价全面负责,保证项目安全、平稳、有序的进行。

什么是高效煤粉锅炉
高效煤粉锅炉是指以煤粉为燃料的悬燃炉。磨碎的煤粉(颗粒直径约为0.05-0.1mm )和空气经喷燃器混合后,喷入炉膛燃烧,是一种具有燃烧效率高、污染物排放少、占地面积小等优势的新型工业锅炉。主要用于发电、蒸汽供应、热水供应、冬季供暖等
高效煤粉锅炉主要设备包括:煤粉仓、卸料阀、中间粉仓、螺旋给料机、一次风机、二次风机、煤粉燃烧器、锅炉主机、省煤器、除尘器、引风机、脱硫装置、烟囱、吹灰器和自动控制系统等等。
煤粉锅炉 环保指标

NOTE: 二氧化硫(SO2)排放:与天然气锅炉相当
为什么要采用高效煤粉锅炉
技术优势
政策导向
-
降低能源消耗和污染物排放:
将传统燃煤锅炉改造为煤粉锅炉炉的煤粉燃尽率高于98%,锅炉运行热效率高于90%,比传统锅炉节能30%以上,烟尘≤30mg/m3,二氧化硫≤100mg/m3 ,氮氧化物≤200mg/m3,低于国家排放标准,满足各地严格的环保要求。
提高经济效益:
煤粉锅炉与传统燃煤锅炉相比较,设备和控制部分投资基本持平,但煤粉锅炉用地比传统锅炉减少60%,没有炉排、上煤、出渣等附属装置,可实现自动化运行,设备维护和人力成本大幅度降低,综合运营成本降幅可达20-30%;与天然气锅炉相比,煤粉锅炉单位热值的燃料采购成本仅为天然气锅炉的三分之一左右。
推动下游产业发展:
煤粉燃烧后产生的粉煤灰可以用于生产新型建材,推动建材产业链的发展。
-
国家宏观政策
《锅炉大气污染物排放标准》,规定燃煤锅炉大气污染物排放浓度限值,而对重点地区锅炉大气污染物特别排放限值提出了更高要求:烟尘30mg/m³,二氧化硫200mg/m³,氮氧化物200mg/m³,汞及其化合物0.05mg/m³。
国家能源局近期发布《煤炭清洁高效利用行动计划(2015-2020年)》(以下简称《计划》),明确了七方面重点任务,其中明确要求,部分地区到2020年高效锅炉达50%以上。
地方政府的支持
山东以财政政策促转型 对重点P P P项目前期费用给予补贴;
甘肃省出台政策加快实施高效环保煤粉工业锅炉技术;
甘肃兰州高效煤粉锅炉推广纳入效能考核;
甘肃省推广高效煤粉锅炉力争到2020年打造千亿产业链。
高效煤粉锅炉专用煤粉怎么制备
-
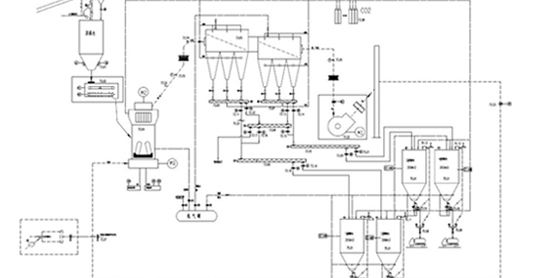
LM立式磨煤机煤粉制备工艺
原煤通过上料皮带机送入原煤仓进行储存,通过封闭式定量喂料机将原煤喂入LM立式磨煤机内部,热风系统从将热风送入LM立式磨煤机内部,和煤进行混合烘干,进入磨腔的煤通过辊盘研磨和动静态分离器的粉体分级,沿管道进入煤磨专用防爆脉冲除尘器进行粉体收集,汇总收集的成品煤粉经螺旋输送机进入成品煤粉仓进行储存(也可通过气力输送等),根据需要由罐车进行运输。整套系统有制氮系统和二氧化碳灭火系统,提供防爆和灭火防护,关键部件安装有防爆阀。
-
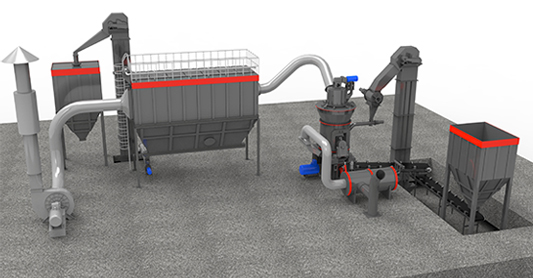
LM立式磨煤机三维流程图
LM立式磨煤机成套系统,是一种技术成熟、性能优越的粉磨兼烘干设备,是水泥建材、化工、煤炭、电力等部门广泛使用的一种煤粉制备机械,其占地面积小,流程简单、布置紧凑,能耗低且噪音小,并集破碎、粉磨、烘干、选粉、输送为一体等诸多优点,为目前煤粉制备行业的主流产品。系统组成:原料仓、带式输送机(含皮带秤)、 除铁器、斗式提升机、封闭式定量给料机、锁风喂料机、LM立式磨煤机、防爆脉冲除尘器、风机、皮带机(返料)、除铁器、热风系统、气力输送系统等等。
-
MTW欧版磨粉机煤粉制备工艺
原煤仓内的原煤,通过输送设备进入烘干设备内进行烘干(根据需求可选),通过提升机等设备进入磨前缓冲仓,烘干后的原煤通过封闭式定量喂料机(或振动给料机)将原煤喂入MTW欧版磨粉机内部,研磨后的粉体经选粉机分级后,沿管道进入集粉器(或煤磨专用防爆脉冲除尘进行收集,收集的成品煤粉经气力输送系统进入成品煤粉仓进行储存(气力输送方式可选),根据需要由罐车进行运输。整套系统可增加制氮系统和二氧化碳系统,提供防爆和灭火防护,关键部件安装有防爆阀,防止设备损坏。
-
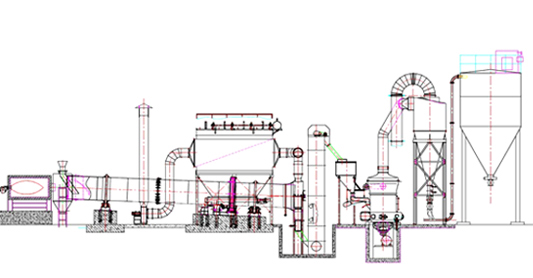
MTW欧版磨粉机三维流程图
MTW系列欧版磨粉机成套系统,是具有世界先进水平的新一代磨粉设备。该设备采用锥齿轮整体传动、内部稀油润滑系统、油温在线测量等多项世界先进技术,拥有多项自主技术产权,具有占地面积小、综合投资少、运行成本低、高效、环保等众多优点。系统组成:原料仓、封闭式定量给料机(可选)、MTW欧版磨粉机、集粉器(煤磨防爆除尘器)、风机、除铁器、烘干系统、输送系统等等。

煤粉制备系统辅助设备——安全生产及自动化
- 制氮系统
- 二氧化碳灭火系统
- 气力输送系统
- 中控
-
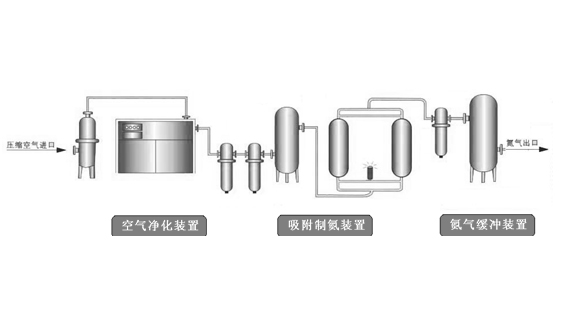
系统介绍
空气经压缩机压缩之后经过高效除油器除去大部分油、水、尘埃后,进入冷冻式压缩空气干燥机,除去大量的水分,再经粉尘精滤器除去粉尘,再进入储气罐缓冲后进入填装吸附剂的变压吸附氧氮分离系统,即制氮机组。洁净的压缩空气由吸附塔底端进入,气流经空气扩散器扩散以后,均匀进入吸附塔,进行氧氮吸附分离后从出口端流出氮气,进入氮气缓冲罐。
系统组成
空压机、空气缓冲罐、高效除油器、冷冻式干燥机、精密过滤器、活性炭过滤器、制氮机主机、氧氮分离装置、粉尘精滤器、氮气缓冲罐等等。
-

二氧化碳灭火设备
二氧化碳是一种不导电、惰性、低毒性、灭火后不留污染物良好的灭火剂,且来源广泛、生产容易、价格低廉。二氧化碳灭火主要是窒息作用,并有少量的冷却降温作用。 系统主要组件有储气钢瓶、容器阀、单向阀、选择阀、驱动装置、集流管、金属软管、喷嘴、压力反馈装置、控制盘、系统的管路附件、灭火剂输送管路附件和储气瓶支架等。
温度探测火灾报警系统
当保护区内温度超过预设报警温度时,报警信号传送至报警主机,报警主机发出指令警铃开始报警,一氧化碳浓度报警信号也通过信号线接至火灾报警主机,当一氧化碳浓度也超过预设报警浓度时,报警主机发出指令声光报警器开始报警,随后报警主机开始30秒延时倒数,倒数至0时,报警主机发出信号至二氧化碳灭火系统氮气启动瓶组打开对应电磁阀,氮气启动二氧化碳灭火系统对报警区域灭火。系统有自动、手动、机械应急手动和紧急启动/停止四种控制方式。
一氧化碳、氧气在线分析系统
本系统是为煤粉制备气体含量在线分析而设计的。本系统可根据自动监测工艺样气中的相关组分浓度含量,提供两组相应组分的报警。可以用于报警或连锁控制。
-
系统介绍
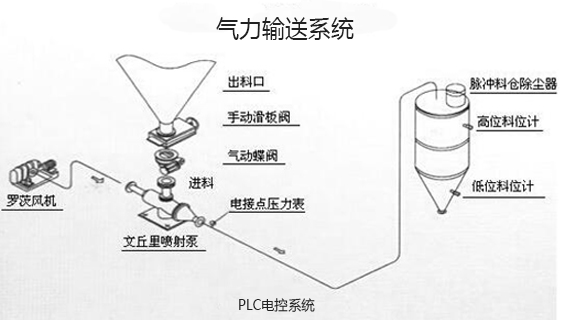
气力输送系统主要用于干燥粉末及颗粒产品的长距离输送,利用有压气体作为载体在密封的管道中达到输送散料或成型物料的目的,可简单分为稀相输送和密相输送。气流为普通空气,根据特殊情况也可以通入干燥的、冷却的、加热的空气或惰性气体作为输送气流。
系统组成
气力输送设备一般由受料器(如喉管、吸嘴、发送器等)、输送管、风管、分离器(容积式、旋风式等)、锁气器(翻板式、回转式等)、除尘器和风机(如离心式风机、罗茨鼓风机、空压机等)等设备和部件组成。
-
系统介绍
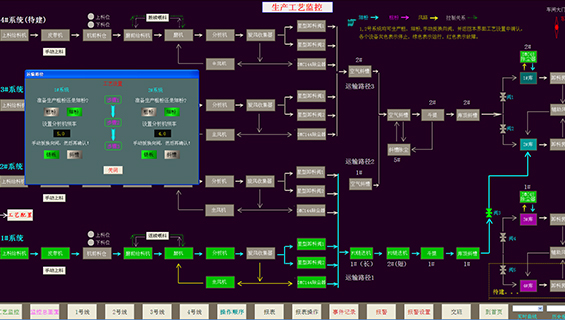
中控系统以工业计算机作为整个系统的核心单元,通过多种通讯技术来读取PLC(可编程控制器)或ECS(智能控制系统),采集现场设备的状态,根据现场设备的状态,由计算机发出指令来控制现场的设备,由此实现设备的远程操控、设备信息的记录分析、打印机打印出设备的运行报告等功能。
系统组成
中控系统主要由三大部分构成,分别为上位机、智能单元和执行单元。上位机部分为主要的操作单元,包括工业计算机、显示器、打印机和键盘鼠标等;智能单元采用PLC可编程控制器,作为系统所有设备的信息搜集(结合传感器)和控制端;执行单元为主要的动作端,该部分的动作与否决定了设备是否运行。
LM立式磨煤机生产线中控系统通过工业计算机、PLC、传感器及其他电气元件的整合,将生产线的控制集中到显示器上,只需点击鼠标,即可时时查看油温、风压、CO含量等,还可以进行远程控制等。
MTW欧版磨粉机具有专为磨粉机研发设计的欧版磨专家智能控制系统,采用ESC智能控制,在实现集中控制的同时,亦可实现远程监控,通过手机、Ipad等移动终端设备,即可查看生产线的运行情况。
典型案例展示








